The differences between these two deposition techniques aren't purely academic. Process temperature, coating conformity, bond depth, and material compatibility all translate directly into equipment lifespan and maintenance budgets. This article breaks down exactly how PVD and CVD differ, where each excels, and how to match the right process to your operating conditions.
Key Takeaways
- PVD vaporizes solid material in a vacuum; the vapor condenses onto the substrate without a chemical reaction at the surface
- CVD uses gaseous precursors that react at the heated substrate to form a metallurgically bonded coating, typically an intermetallic compound
- PVD runs at lower temperatures (typically 150–500°C); thermal CVD requires 900–1050°C
- CVD coats complex 3D geometries uniformly; PVD is line-of-sight and less effective on recessed surfaces
- In demanding wear, erosion, and corrosion environments (oil drilling, mining, petrochemical), CVD-based diffusion coatings consistently outperform surface-only treatments
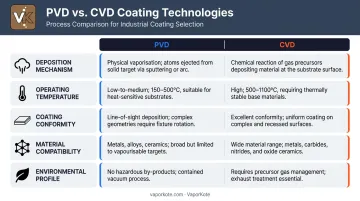
PVD vs. CVD: Quick Comparison
Here's how PVD and CVD compare across the five dimensions industrial buyers evaluate most:
| Dimension | PVD | CVD |
|---|---|---|
| Deposition Mechanism | Physical vaporization and condensation; no chemical reaction at substrate | Chemical reaction of gaseous precursors at substrate surface |
| Operating Temperature | 150–500°C (some sources cite up to 540°C) | 720–900°C (moderate); 900–1050°C (high-temperature) |
| Coating Conformity | Directional (line-of-sight); limited on complex geometries | Highly conformal; coats internal surfaces and irregular profiles |
| Material Compatibility | Metals, alloys, dielectrics (TiN, CrN, ZrN, TiAlN) | Oxides, nitrides, carbides, intermetallic compounds |
| Environmental Profile | No hazardous precursors; cleaner process | Chemical precursors require handling and exhaust management |
What Is PVD (Physical Vapor Deposition)?
PVD is a vacuum-based family of processes where a solid source material is vaporized—through heat, ion bombardment, or electric arc—and the resulting vapor condenses onto the substrate as a thin, adherent film. No chemical reaction occurs at the substrate surface in standard PVD, though reactive PVD variants do introduce gases like nitrogen during deposition.
Primary PVD Methods
Three processes dominate commercial PVD applications:
- Sputtering — High-energy ions bombard a solid target, ejecting atoms that travel to and deposit on the substrate. Delivers precise control over film composition and thickness, making it a go-to for semiconductor and optical applications.
- Thermal/electron-beam evaporation — Source material is heated until it vaporizes, then coats the substrate. The simpler setup makes it cost-effective for optical and decorative coatings.
- Cathodic arc evaporation — An electric arc vaporizes cathode material directly. Produces dense, well-adhered films and dominates hard nitride coatings on tooling.
Performance Characteristics
PVD delivers several properties that make it attractive for precision and temperature-sensitive applications:
- High film purity with excellent adhesion on flat and simple geometries
- Thin, precise coatings — typically 1–5 µm, minimizing dimensional change on tight-tolerance parts
- Lower process temperatures that preserve substrate integrity and heat treatment
- No chemical waste streams, making it easier to manage from an environmental and regulatory standpoint
PVD's lower thermal load is a genuine advantage for heat-sensitive substrates. The trade-off: the coating sits on the surface rather than diffusing into it, which limits adhesion depth and wear performance under extreme abrasive or erosive conditions. For those demanding environments, diffusion-based processes like boronizing become the stronger option.
Where PVD Fits
PVD coatings are well-suited for applications where precision and moderate wear resistance take priority over extreme durability:
- Cutting tools and molds/dies requiring sharp edge retention
- Decorative hardware and architectural finishes
- Optical thin films and semiconductor components
- Automotive components and medical devices
- Consumer electronics housings
The PVD coatings market reached USD $11.14 billion in 2025, with forecasts projecting growth to USD $15.53 billion by 2031, driven by continued adoption in semiconductor fabrication, optics, and consumer electronics.
VaporKote provides PVD coating services—CrN, TiN, AlN, and ZrN—for industrial components where controlled film thickness and temperature-sensitive substrates are the primary design constraints.
What Is CVD (Chemical Vapor Deposition)?
CVD introduces one or more gaseous or vaporized chemical precursors into a reaction chamber. At the heated substrate surface, these precursors react to deposit a solid coating, forming an intermetallic compound that is metallurgically bonded to the base material rather than merely layered on top of it.
Key CVD Subtypes for Industrial Use
- Thermal CVD (High-Temperature) — Operates at 900–1050°C. Uses precursors such as TiCl₄ or AlCl₃ to form hard coatings like TiC, TiN, TiCN, and Al₂O₃ on tooling and industrial components.
- Moderate-Temperature CVD (MT-CVD) — Operates at 720–900°C, reducing thermal stress on substrates while still enabling TiCN and Al₂O₃ formation.
- PECVD (Plasma-Enhanced CVD) — Uses plasma to drive reactions at lower temperatures, expanding the range of compatible substrates.
- Pack/Diffusion CVD — Powder pack mixes drive boron or aluminum diffusion into the substrate surface. Boronizing and aluminizing fall into this thermochemical diffusion category; metallurgists classify pack cementation as in-situ CVD.
Why CVD Outperforms in Demanding Environments
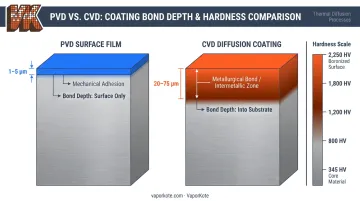
The core advantage of CVD-based diffusion coatings isn't just hardness—it's bond depth. The coating doesn't sit on the substrate; it becomes part of it. Key advantages:
- Conformal coverage on complex 3D geometries, including channels, inner diameters, and recessed surfaces that PVD line-of-sight deposition cannot reach
- Intermetallic compound formation creates metallurgical bonding rather than mechanical adhesion
- Superior hardness — boronized iron boride layers achieve 1,400–1,900 HV (Vickers), with 2024 MDPI research on 17-4PH pump components reporting boronized surface hardness of 1,767–2,250 HV versus 345 HV at the core
- Thick protective layers — CVD coatings can reach 20–75 µm depending on the process, far exceeding typical PVD thickness
Tradeoffs to Consider
CVD does carry process limitations worth evaluating:
- High process temperatures (900–1050°C for thermal CVD) limit which substrate materials can be processed without distortion or property loss
- Chemical precursors require proper handling and exhaust management
- Process setup is more involved than PVD
Where CVD Fits—and VaporKote's Role
CVD-based diffusion coatings are the preferred choice for industrial components exposed to high wear, abrasion, erosion, or corrosive media: pump impellers and wear rings, valve bodies, heat exchanger tubing, nozzles, sleeves, and bushings operating in petrochemical, mining, oil production, and aerospace environments.
VaporKote has focused on CVD-based diffusion processes (boronizing and aluminizing) since 1987. Their boronizing process consistently achieves 1,500 Knoop (RC75+ equivalency) hardness, with powder mixes formulated on-site so coatings can be tuned to specific substrate materials and operating conditions. Furnace capacity extends to components up to 68 inches in diameter, serving oil production, petrochemical refining, mining, pulp and paper, and heat exchanger manufacturing customers.
The global CVD market was valued at USD $26.3 billion in 2025, projected to reach USD $54 billion by 2033 at a 9.5% CAGR—driven partly by growing industrial demand for high-performance wear coatings.
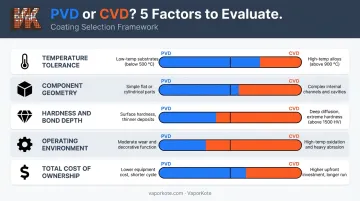
Which Process Is Right for Your Application?
The right choice comes down to five factors:
- Substrate temperature tolerance — Does your material survive 900–1050°C without distortion?
- Component geometry — Flat and simple, or complex with recessed channels and internal surfaces?
- Required hardness and bond depth — Surface film adequate, or do you need deep intermetallic bonding?
- Operating environment — Moderate wear and aesthetics, or extreme abrasion, erosion, and chemical attack?
- Total cost of ownership — Coating cost alone, or maintenance intervals, replacement frequency, and downtime factored in?
Choose PVD When:
- Substrate materials cannot tolerate high process temperatures
- Components have simple geometries where line-of-sight deposition is sufficient
- Application demands include decorative finishes, optical performance, or moderate wear resistance
- Regulatory or environmental constraints favor solvent-free, no-precursor processes
- Dimensional tolerances require minimal coating thickness (1–5 µm)
Choose CVD When:
- Components operate in extreme wear, erosion, abrasion, or corrosive environments
- Part geometry is complex—channels, internal diameters, irregular profiles requiring uniform coverage
- Maximum surface hardness and metallurgical bonding depth are required for service life
- Reducing maintenance frequency and unplanned downtime is the primary business driver
- Component replacement costs or production losses from failures are significant
On Cost
CVD equipment and process costs are generally higher upfront than PVD. For light-duty or decorative applications, that premium rarely pays off.
For heavy industrial components, the calculation shifts. A pump wear ring that lasts three times longer under boronized CVD conditions versus an uncoated or PVD-treated alternative reduces replacement parts spend, maintenance labor, and production losses from unscheduled shutdowns.
Real-World Performance: CVD Diffusion Coatings in Action
Consider a representative scenario from the oil production sector. Rod pump barrels operating in abrasive well environments face constant sliding wear against sand-laden produced fluids. Conventional uncoated components require frequent replacement, with each intervention adding workover costs and lost production time.
Research presented at the Southwestern Petroleum Short Course documents boronized rod pump barrels achieving 665 days and 6.3 million strokes of service in Eagle Ford shale without failure—a compelling field result for a component class that typically sees far shorter service intervals in abrasive conditions.
At the material science level, the mechanism is clear. A 2024 study in Metals on boronized 17-4PH fluid pump components found that boronizing reduced the wear rate from 16.4 × 10⁻⁵ to 3.3 × 10⁻⁵ mm³/Nm—a reduction of roughly 80%. The surface hardness of 1,767–2,250 HV versus a 345 HV core shows how dramatically diffusion transforms the contact surface without altering the bulk material properties that give the component its structural strength.

The intermetallic layer formed during boronizing is a converted zone of the base material—not an applied film—which means it cannot delaminate under shock loads or cyclic stress. That distinction drives the performance gap between diffusion coatings and conventional surface treatments in high-load environments.
That performance advantage translates directly to operating economics. For operations managers weighing coating investment against component lifecycle costs, the relevant metric isn't the price of the coating service—it's the cost per operating hour across the full service life. In high-wear environments, diffusion-coated parts routinely extend replacement intervals long enough to offset the coating cost several times over.
If you're evaluating whether boronizing, aluminizing, or another coating process is the right fit for your components, contact VaporKote to discuss your specific operating conditions and component geometry.
Conclusion
PVD and CVD serve different operational realities—neither is universally superior. PVD excels where temperature sensitivity, dimensional precision, and moderate wear demands define the application. CVD-based diffusion coatings deliver where extreme wear, erosion, corrosion, and long service life are the deciding factors.
For industrial operators in oil production, mining, petrochemical refining, and similar sectors, the coating choice ultimately shows up in maintenance budgets, shutdown frequency, and equipment replacement cycles. Selecting the right process for your application — whether PVD for precision-critical parts or thermal diffusion CVD for high-wear components — directly determines how long equipment stays in service between interventions. VaporKote has applied both approaches across these industries since 1987; contact the team at sales@vaporkote.com to discuss which coating process fits your components.
Frequently Asked Questions
What is the difference between physical vapor deposition (PVD) and chemical vapor deposition (CVD)?
PVD physically vaporizes a solid source material in a vacuum; the vapor condenses onto the substrate as a thin film with no chemical reaction at the surface. CVD introduces gaseous precursors that react at the heated substrate, forming an intermetallic compound that is metallurgically bonded into the base material rather than simply deposited on top.
What is an example of physical vapor deposition (PVD)?
Sputtering and cathodic arc evaporation are two common PVD methods. Practical examples include TiN-coated cutting tools with a gold-colored hard surface, decorative CrN finishes on hardware, and optical thin films on camera lenses and eyewear.
What temperature is required for PVD vs. CVD processes?
PVD typically operates between 150–500°C, though some processes reach 540°C, making it suitable for heat-sensitive substrates. Thermal CVD for industrial wear coatings requires 900–1050°C to drive the chemical reactions that form the coating—a significant constraint on substrate material selection.
Which process provides better wear resistance for industrial components?
CVD-based diffusion coatings (boronizing, for example) deliver superior wear resistance by forming intermetallic compounds bonded into the substrate surface. VaporKote's boronizing process achieves 1,500 Knoop (RC75+ equivalency) hardness, and boronized pump components show wear rate reductions of approximately 80% versus untreated steel.
What industries commonly use CVD coatings?
Oil and gas, petrochemical, mining, agriculture, aerospace, heat exchanger manufacturing, and pulp and paper are the primary sectors. These industries rely on CVD coatings to protect pumps, valves, nozzles, tubing, and other critical components from wear, erosion, and high-temperature corrosion.
Can PVD and CVD coat the same materials?
Some coatings (TiN, for example) can be produced by either method. PVD is best suited for metals and dielectrics on simple geometries, while CVD accommodates a broader range of compounds including oxides, nitrides, carbides, and intermetallic layers. CVD also coats complex 3D geometries uniformly, which PVD's line-of-sight deposition cannot match.